You set up horizontal flow wrapping machines. Installation goes smoothly. The machine looks good, the film is loaded, and production begins. Then, within the first hour, problems start showing up. Products are going in at an angle. Seals are landing in the wrong place. Machine stopping every few minutes.
Nobody told you the infeed would be the problem. But it almost always is.
The infeed system is the part of your line that takes the product from wherever it comes from and delivers it into the wrapper at the right moment, right spacing, and right position. Get that wrong, and the wrapping machine cannot do its job properly, no matter how good it is.
So before you buy or upgrade, spend a few minutes understanding how these systems actually work.
Why Nobody Talks About the Infeed
Walk into any conversation about horizontal flow wrapping machines and people are discussing seal quality, film type, machine speed, and servo drives. The infeed barely comes up.
That is exactly why so many production lines underperform. The wrapper gets all the attention, the infeed gets ignored, and then everyone wonders why output is twenty percent below what the supplier promised.
A poorly matched infeed causes:
- Uneven gaps between products going into the film
- Seals landing on the product instead of the gap
- Film waste from misfed or misaligned packs
- Frequent stoppages that eat into production time
- Operators are constantly adjusting things manually just to keep the line moving
The wrapping machine is not always the problem. Many times the infeed is sending it something it cannot work with.
Belt Conveyor Infeed
This is the most common infeed you will find on horizontal flow wrapping machines. A belt, either flat or with small cleats on it, carries products from the previous process directly into the film tunnel.
It is a simple system. The belt moves, the product sits on it and travels forward. Nothing complicated about it.
This works really well when:
- Your product has a flat stable base and does not tip over
- You are wrapping things like biscuits, soap bars, small cartons, or wrapped trays
- Your line speed is moderate to high and you need reliability above all else
- Cleaning and maintenance need to stay simple on a food-grade line
The problem shows up when products arrive from the upstream process in uneven spacing. A plain belt does not fix that. Whatever spacing comes in, that same spacing goes into the wrapper. If the gaps are inconsistent, your seals will be inconsistent too.
Cleated belts help here. The cleats create natural dividers between products and force a more even pitch. For bakery lines and biscuit wrapping, cleated belts are a common and practical solution.
For tighter spacing control, a servo-driven belt can speed up or slow down to correct gaps in real time. That adds cost but makes a real difference on faster lines.
Pusher Infeed
A pusher infeed uses mechanical arms or lugs that come in behind each product and physically push it into the horizontal flow wrapping machines at timed intervals.
The timing is controlled by a servo motor that stays in sync with the main wrapping machine. So every push happens at exactly the right moment. The result is very consistent product spacing and clean, predictable seals.
This system suits situations like:
- Chocolate bars, medical sachets, or any product where seal position really matters
- Lines where film cost is high and you cannot afford wastage from bad gaps
- Products that are stable enough to be pushed without tipping or shifting
- Operations running at moderate speed where timing is the priority over raw throughput
Where pushers fall short is with soft or fragile products. If you are wrapping cream cakes, soft cookies, or anything that dents easily, the pusher arm can damage the product before it even reaches the film. That creates a different kind of problem entirely.
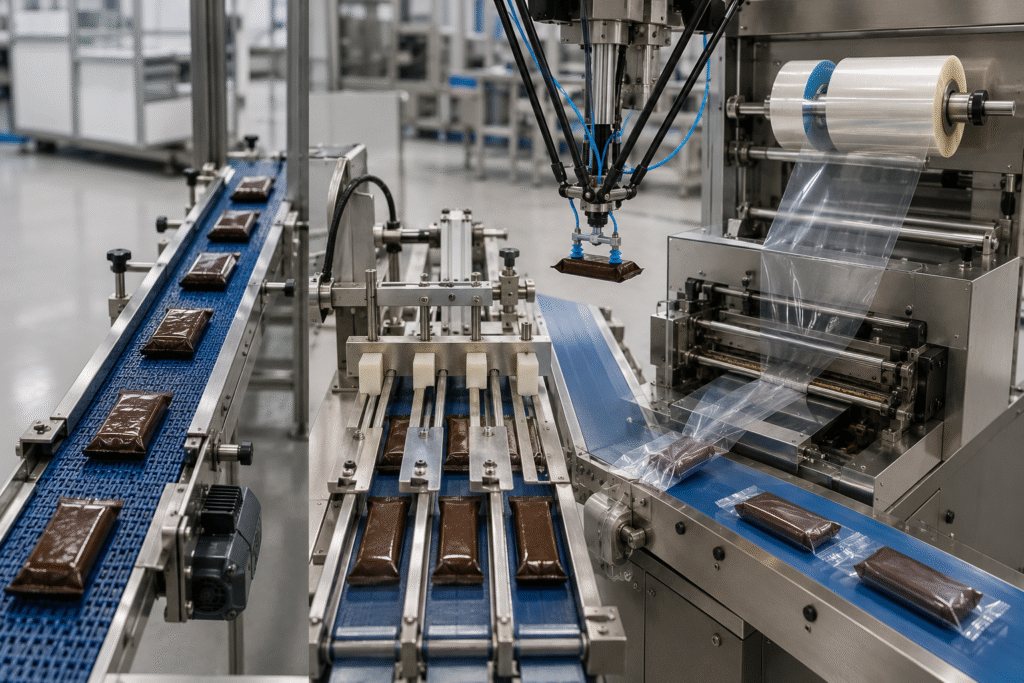
Robotic Infeed
Robotic infeed is the newer option and it is showing up more often on high-end horizontal flow wrapping machines in food and pharmaceutical production.
A delta robot or SCARA robot sits above the infeed belt, picks each product using a vision-guided system, and places it into the wrapping lane in the correct position and orientation. Every single time.
This system handles the situations that belts and pushers simply cannot manage:
- Products arriving in random positions that need to be straightened before wrapping
- Fragile items that cannot be dragged on a belt or pushed by a lug
- Products that need to be grouped or paired before entering the film
- High-value items where any damage before wrapping is unacceptable
- Multiple lane feeding into a single wrapper at high speed
The obvious downside is cost. A robotic infeed setup costs significantly more than a belt or pusher system. It also needs a vision camera, control software, and technicians who understand how to program and maintain it.
For the right product though, that investment comes back quickly. Less product damage, less film waste, less rework, and fewer stoppages all add up.
Matching the Infeed to Your Product
This step is where most buyers make mistakes. They choose horizontal flow wrapping machines based on speed and price, then figure out the infeed later. That backwards approach causes most of the problems people complain about.
Before anything else, answer these questions honestly:
- Does your product have a stable base or does it tip over easily?
- Does it arrive in consistent orientation from the upstream process?
- How fragile is the product surface -can it handle a belt drag or a pusher contact?
- What spacing accuracy do you actually need for your seal quality?
- What is your real target speed in packs per minute?
A firm biscuit coming in at steady intervals -a belt infeed handles that without any drama. A chocolate praline that needs exact positioning at high speed -a pusher or robot is the right call. A soft cream-filled pastry coming in random orientation -only a robot makes sense there.
Matching these answers to the right infeed type is what separates a smooth-running line from a line that the operators dread coming into work on.
Quick Summary
Infeed systems do not get enough attention, and that is why so many horizontal flow wrapping machines never reach their rated output in real production.
Belt conveyors are reliable and easy to run, but need support to control spacing. Pushers give accurate timing and consistent gaps, but are not suitable for delicate products. Robots handle the complex and fragile jobs but come with a higher price tag and more technical requirements.
Pick the infeed that fits your product, not the one that fits your budget. The mismatch will cost you more in the long run.
FAQs
Q1. What does an infeed system do in horizontal flow wrapping machines?
It takes your product from the upstream process and delivers it into the wrapper at the right speed, spacing, and position.
Q2. Which infeed works best for soft or fragile products?
Robotic infeed. It picks and places gently without any dragging or pushing contact that could damage the product.
Q3. Can a standard belt conveyor handle spacing on its own?
Not really. A plain belt carries whatever spacing comes in. You need cleats or a servo belt to actually control the gaps.
Q4. Is robotic infeed practical for a mid-size production operation?
It depends on your product value and damage rate. If rework and waste are already costing you, the robot often pays off faster than expected.
Q5. How does a pusher stay in sync with the wrapping machine speed?
It runs on a servo motor that is electronically linked to the main machine drive, so the timing adjusts automatically as speed changes.
Stay connected with us on YouTube for the latest updates on flow wrapping machines, packaging automation, and industrial solutions.